






Ébauches et Pièces Rectifiées

Vous travaillez avec des process impliquant des chocs importants ou une usure intense de vos pièces ou outillages ?
Le groupe evatec-tools fabrique les solutions adaptées et optimisées s'adressant aux entreprises de frappe à froid, à mi-chaud, découpe et formage métallique. Nous pouvons vous fournir des ébauches carbure brutes jusqu'à des pièces polis-glacées en vous proposant également un service de renoyautage.
Des outillages de quelques grammes à ceux de plusieurs dizaines de kilogrammes, nous fabriquons tous types d'outillages en carbures ou aciers spéciaux, suivant plans et exigences de nos clients:
des matrices de 20 à 300 mm de diamètre, pour une hauteur ne dépassant pas les 300 mm, des poinçons de
3 à 150 mm de diamètre, à partir de carbures spéciaux et standards, d'aciers rapides, coulés ou frittés.
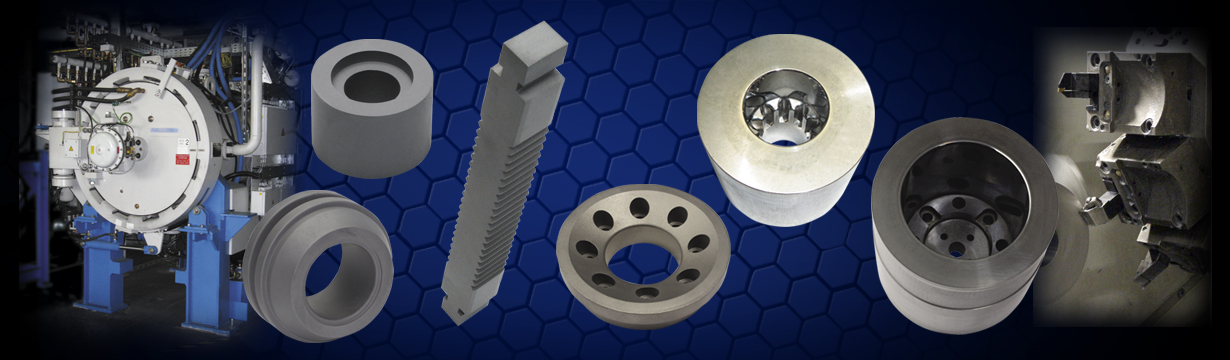
Produits et Applications en Carbure ou Acier
- Pièce d'usure nécessitant une dureté importante et une grande précision
- Ébauche en carbure de tungstène, brute ou rectifiée
- Matrice de frappe à froid ou à mi-chaud
- Ensemble acier/carbure fretté
- Outillage d'extrusion, de découpe et de formage
- Poinçon de forme
- Matrice de filage et de calibrage
- Matrice pour cartouche et munition
- Bouterolle
- Bague de coupe et de raclage
- Filière
- Galet
evatec-tools se distingue par son savoir-faire dans la finition des pièces d'usure nécessitant une grande précision et une très grande dureté, jusqu'à 67HRC pour les aciers et 2000HV pour le carbure. Le groupe a développé des pôles dédiés à la finition, avec la création de locaux climatisés, pour les opérations de rectification et électroérosion par fil et par enfonçage.

